




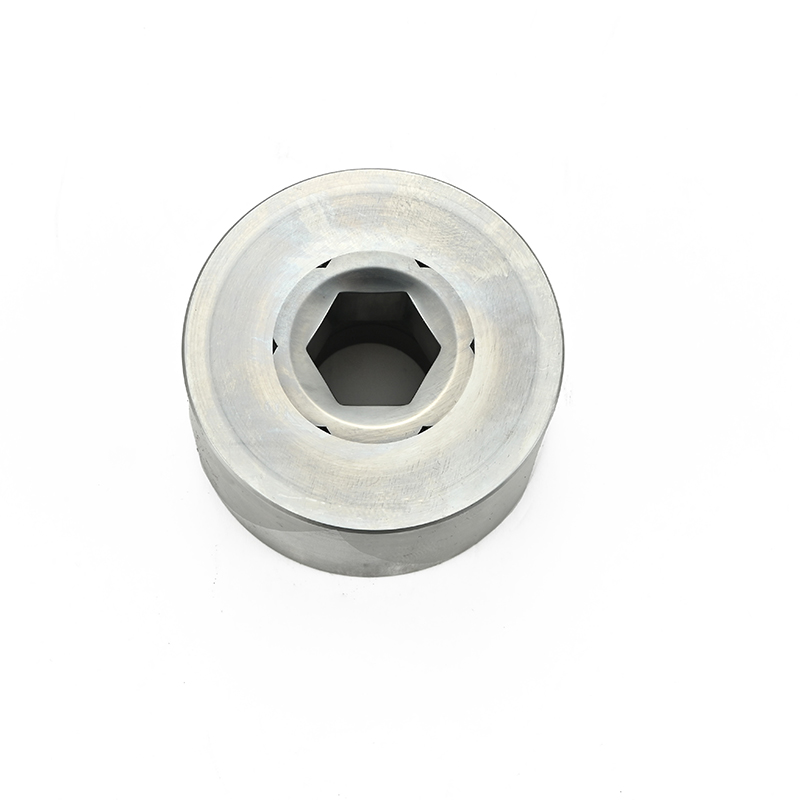


Hex Built-up Die Core
| Kipengee | Kigezo |
| Mahali pa asili | Guangdong, Uchina |
| Jina la Biashara | Nisun |
| Nyenzo | VA80,VA90, KG6, KG5, ST7, ST6,CARBIDE |
| Teknolojia | CAD, CAM, WEDM, CNC, Matibabu ya joto ya utupu, Upimaji wa 2.5-Dimensional (projekta), Kipima ugumu, n.k.(HRC/HV) |
| Wakati wa utoaji | 7-15 siku |
| OEM & ODM | 1PCS Inakubalika |
| Ukubwa | Ukubwa Uliobinafsishwa |
| Ufungashaji | PP+Sanduku Ndogo na Katoni |
Carbide kufa:
1. Shimo moja kwa moja hufa
2.Extrusion hufa
3.Segmented Hex Dies
4.Mkataji&kisu
5.Customized hufa
Vifa vilivyogawanywa vinaweza kutolewa kama viingilizi au mikusanyiko kamili ya kufa katika carbudi ya tungsten au vyuma maalum.Faida za vile vile vilivyogawanywa ili kupanua maisha ya chombo zimetambuliwa sana.Zana zote zimeidhinishwa kabla ya kutumwa kwa wateja.
Kama kampuni yenye ufanisi na inayokua kwa kasi, Nisun imejitolea kikamilifu kutoa molds za sehemu za hexagonal za kipekee.Bidhaa zinazotolewa zinasifiwa kote ulimwenguni kwa ubora wetu bora na usakinishaji rahisi.Molds hizi hutengenezwa na wataalamu wa ubunifu na teknolojia ya juu, na hutumiwa kutengeneza aina tofauti za fasteners katika tasnia tofauti.Aidha, tunaweza pia kutoa bidhaa za ukubwa tofauti kulingana na mahitaji ya wateja.
1. Chagua nyenzo na ukubwa wa chuma cha tungsten ili kufanya screws au karanga mold sahihi.
2.Kulingana na tofauti ya ugumu wa kutengeneza, saizi, urefu wa skrubu na karanga, muundo wa kufa unapaswa kuundwa kwa busara, vituo vingi na mold ya nut inapaswa kutengwa kwa misingi ya kuridhisha ya deformation ya kukasirisha na nyakati za kuunda.
3.Mold ina ufundi mzuri, saizi sahihi, kipenyo cha bore kuendana na mahitaji ya kumalizia kioo.
4.Uingilivu wa usambazaji wa voltage, chagua saizi inayofaa ya taper ya aloi.
5. Sleeve ya chuma ya ganda lazima iwe thabiti na iwe na joto vizuri, na safu ya ugumu baada ya matibabu ya joto ya utupu inapaswa kuwa kati ya 45℃-48℃.
6.Keep bore kufa na uso wa waya safi na laini, baridi inayotolewa waya lazima misumari imara baada ya mpira annealing.
7.Tunatumia gurudumu la almasi kusaga mzunguko na mwisho wa tungsten.





